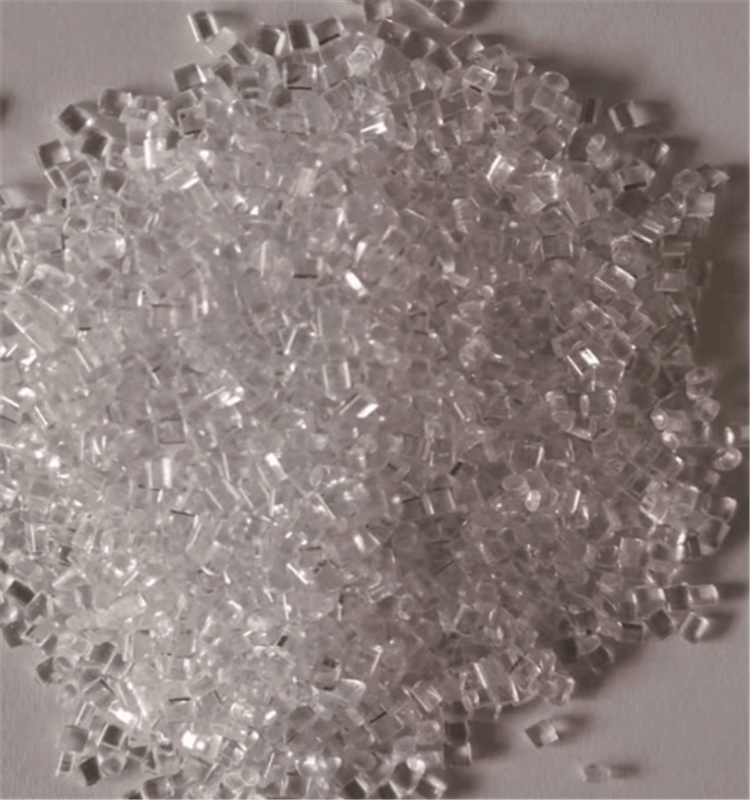


注塑工艺
AS的加工温度一般在200-250℃为宜。该料易吸湿,加工前需干燥一小时以上,其流动性比PS稍差一点,故注射压力亦略高一些。干燥处理 如果储存不适当,SAN(AS)有一些吸湿特性。建议的干燥条件为80℃、2-4小时。 熔化温度 200-270℃。如果加工厚壁制品,可以使用低于下限的熔化温度。
特性:高流动
用途:ABS管,外壳,塑料改性,通用
加工方法:注塑
参数: 熔指:3.5g/10 min 收缩率:0.2到0.4% 比重:1.06无 拉伸强度:700kg/cm2 拉伸强度:1100kg/cm2

医用制品
注射器、血液抽吸管、肾渗折装置及反应器。
包装材料
化妆盒、口红套管、睫毛膏盖瓶子、罩盖、帽盖喷雾器和喷嘴等